

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號

鍛件因鍛造生產方法的不同分為自由鍛件和模鍛件。鍛造又因模鍛時所用設備不同分為錘上模鍛件、曲 柄壓力機模鍛件和液壓機模鍛件等,以錘上模鍛件比 較典型。供應鍛造錘上鍛件的模鍛工藝方案的制定取決于鍛 或短,或不帶桿部。除可采用拔長、滾擠制坯外,還要 進行彎曲制坯。若鍛件桿部較長,還應采用帶有劈開坪 臺的預鍛工步。 餅狀鍛件鍛件在分模面上的投影為圓形、長寬 尺寸相差不大的方形或近似方形。模鍛時,坯料軸線方 向和打擊方向相同,金屬沿高度、寬度方向同時流動。 天津鍛造屬于此類鍛件分為兩組(見表)。 鍛件分類表 幣 第1組:簡單形狀鍛件。

傳統去除方法;化學氧化法:處理方法是將零件放于配制好的溶液中,在一定的溫度下經一定時間的氧化反應后,則形成了一層保護膜,再經清洗及烘干等操作即可。供應鍛造堿性氧化法:處理時把零件浸漬在調配好的溶液中加熱到135℃~155℃,處理時間的長短取決于零件中的碳含量的高低。金屬零件經氧化處理后,再用60℃~80℃的含量為15g/L~20g/L肥皂水漂洗一下,時間為2min~5min,然后分別用冷水和熱水沖洗干凈并吹干或烘干5min~10min(溫度為80℃~90℃)。天津鍛造酸性氧化法:即將零件置于酸性溶液中進行處理。與堿性氧化法比較,酸性氧化法較為經濟,處理后金屬表面所生成的保護膜,耐腐蝕性和機械強度均超過堿性氧化處理后所生成薄膜的性能,故應用廣泛。
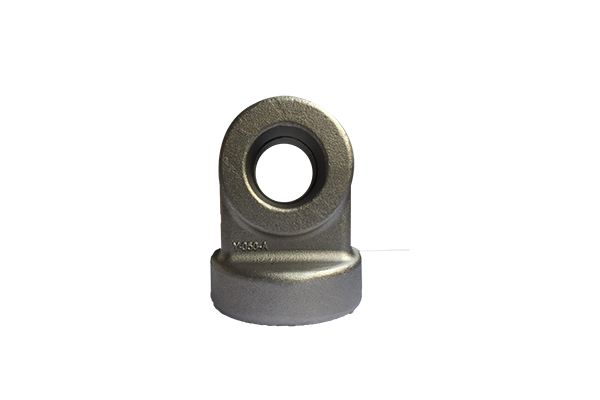
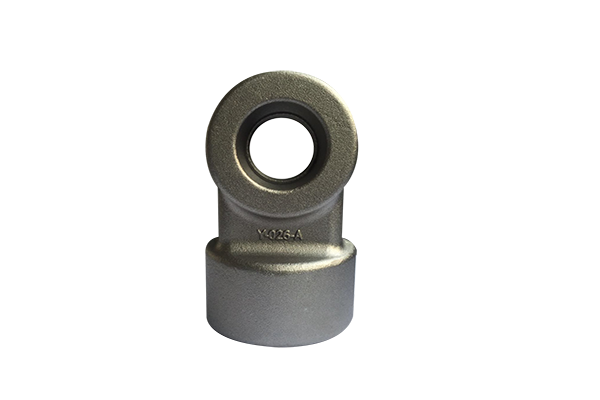
在眾多的輸送機配件產品中,吊耳是提升運輸作業里不可缺少的部件,它是主要的吊點結構,因此要求有很好的承重能力和穩定性,它能夠被值得依賴,是因為它的吊耳質量好,不易變形,耐腐蝕性強。鍛造而它的安裝順序為:根據吊運的物體來選擇吊耳中間連接和端部連接。吊耳和連接件應在同一個連接受力中心上。吊耳不允許扭曲、交錯安裝。供應鍛造吊耳、連接件互相匹配。吊耳受空載和載荷的情況下,不應受到撞擊和捶擊,更不允許隨即拆卸。吊運時充分考慮環境的安全性,不安全的環境不吊運,吊運時人必須與現場保持一定距離。嚴格遵守吊裝吊運的安全規則。

SWC型、SWP型十字軸式萬向聯軸器的主要特點為:具有較大的角度補償能力,軸線折角,SWC型軸線折角可達15度~25度,SWP型可達10度左右。結構緊湊合理。供應鍛造SWC型采用整體式叉頭,使運載具有可靠性。承載能力大。天津鍛造與回轉直徑相同的其它型式的聯軸相比較,其所傳遞的扭矩變大,此對回轉直徑受限制的機械設備,其配套范圍具有優越性。傳動效率高。其傳動效率達98-99.8%,用于大功率傳動,節能效果明顯。運載平穩,噪聲低,裝拆維護方便。

尺寸精度:軸頸是軸類零件的主要表面,它影響軸的回轉精度及工作狀態。軸頸的直徑精度根據其使用要求通常為IT6~9,精密軸頸可達IT5。鍛造幾何形狀精度:軸頸的幾何形狀精度(圓度、圓柱度),一般應限制在直徑公差點范圍內。對幾何形狀精度要求較高時,可在零件圖上另行規定其允許的公差。供應鍛造位置精度:主要是指裝配傳動件的配合軸頸相對于裝配軸承的支承軸頸的同軸度,通常是用配合軸頸對支承軸頸的徑向圓跳動來表示的;根據使用要求,規定高精度軸為0.001~0.005mm,而一般精度軸為0.01~0.03mm。此外還有內外圓柱面的同軸度和軸向定位端面與軸心線的垂直度要求等。表面粗糙度:根據零件的表面工作部位的不同,可有不同的表面粗糙度值,例如普通機床主軸支承軸頸的表面粗糙度為Ra0.16~0.63um,配合軸頸的表面粗糙度為Ra0.63~2.5um,隨著機器運轉速度的變大和精密程度的提高,軸類零件表面粗糙度值要求也將越來越小。
模鍛件在工作的過程中主要是指有模具的鍛造件,在進行操作時利用模具鍛出精度要求比較高,比較復雜的鍛件。模鍛件的特點應該是針對于自由鍛來說的,自由鍛基本上不會有模具,只能鍛軸、環等簡單的東西,而模鍛可以鍛出很多結構的產品,且可以控制產品的尺寸公差,減少車加工量。供應鍛造模鍛件是鍛件的一種,鍛造工藝對鍛件纖維方向的影響;機械性能試棒的位置;印記、鋼號位置等。鍛造質量合格的鍛件還必須具備下列要求:按鍛造工藝規程鍛制的鍛件,其全部尺寸均應符合模鍛件圖上尺寸的要求。同時,要求滿足模鍛件圖上所規定的技術條件要求,如熱處理硬度、錯移量大小、毛邊痕大小、彎曲度、壁厚差、表面缺陷、除掉氧化皮及機械性能要求等。




