

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號

氧化:金屬坯料在加熱時與爐中氧化性氣體反應生成氧化物的現象稱為氧化。氧化皮的產生,不僅能造成金屬的燒損,也能降低鍛件表面質量和尺寸精度。推薦配套油缸缸底鍛造當氧化皮壓入鍛件內深度超過機械加工余量時,能導致鍛件報廢。脫碳:加熱時金屬坯料表層的碳與氧等介質發生化學反應造成表層碳元素降低的現象稱為脫碳。脫碳會使表層硬度下降,耐磨性降低。配套油缸缸底鍛造如脫碳層厚度小于機械加工余量,不會對鍛件造成危害;反之則影響鍛件質量。采用快速加熱、在坯料表層涂保護涂料、在中性介質或還原性介性中加熱都能減緩脫碳。過熱:金屬坯料由加熱溫度過高或高溫下保溫時間太長引起晶粒粗大的現象稱為過熱。過熱會使坯料塑性下降,鍛件的力學性能降低。為此,要嚴格控制加熱溫度,盡可能縮短高溫階段的保溫時間來預防過熱的產生。

單沖:單次完結沖孔,包含直線散布、圓弧散布、圓周散布、柵格孔的沖壓。推薦配套油缸缸底鍛造同方向的接連沖裁:運用長方形模具部分堆疊加工的方法,能夠進行加工長型孔、切邊等。蘇州配套油缸缸底鍛造多方向的接連沖裁:運用小模具加工大孔的加工方法。蠶食:運用小圓模以較小的步距進行接連沖制弧形的加工方法。單次成形:按模具形狀一次淺拉伸成型的加工方法。接連成形:成型比模具尺度大的成型加工方法,如大尺度百葉窗、滾筋、滾臺階等加工方法。陣列成形:在大板上加工多件相同或不同的工件加工方法。

熱模鍛壓力機采用整體床身或有預應力的框架式機身,通過曲柄連桿機構使滑塊往復運動進行模鍛。推薦配套油缸缸底鍛造熱模鍛壓力機滑塊運動準確,模具有導向裝置(鍛模的上模固定在滑塊上),分為預成形、預鍛、終鍛等工步, 每個工步金屬變形均為一次行程完成,變形較均勻且生產效率高;有頂出機構,鍛件的模鍛斜度可較小,且可直立鐓鍛“頭桿形”鍛件;鍛造力是壓力而非沖擊力,有利于提高金屬塑性。蘇州配套油缸缸底鍛造它具有剛性好、鍛件精度高、能安排多模膛模鍛和一模多件、滑塊行程一定、速度低、操作簡單并容易實現自動化生產等特點。但由于熱模鍛壓力機的滑塊行程和速度固定,故不適于拔長和滾壓工步,且設備和模具復雜、造價高,僅適用于大批、大量生產。
傳統去除方法;化學氧化法:處理方法是將零件放于配制好的溶液中,在一定的溫度下經一定時間的氧化反應后,則形成了一層保護膜,再經清洗及烘干等操作即可。推薦配套油缸缸底鍛造堿性氧化法:處理時把零件浸漬在調配好的溶液中加熱到135℃~155℃,處理時間的長短取決于零件中的碳含量的高低。金屬零件經氧化處理后,再用60℃~80℃的含量為15g/L~20g/L肥皂水漂洗一下,時間為2min~5min,然后分別用冷水和熱水沖洗干凈并吹干或烘干5min~10min(溫度為80℃~90℃)。蘇州配套油缸缸底鍛造酸性氧化法:即將零件置于酸性溶液中進行處理。與堿性氧化法比較,酸性氧化法較為經濟,處理后金屬表面所生成的保護膜,耐腐蝕性和機械強度均超過堿性氧化處理后所生成薄膜的性能,故應用廣泛。
曲軸鍛壓機用模鍛件圖:曲軸鍛壓機用模鍛件圖與制訂錘上模鍛件圖的規則基本相同,但有以下三條特殊考慮因素:(1)鍛壓機具有頂桿裝置,配套油缸缸底鍛造就可以立著鍛造帶長桿的鍛件(即桿的軸線與滑塊運動方向一樣),以減少在分模面上模鍛件的周界,并減少毛邊金屬的消耗;(2)鍛壓機上模鍛的鍛件,它的余量的平均尺寸比錘上小30~50%,具體數字可查有關手冊定;(3)如靠手鉗將鍛件從模槽中取出的話,模鍛斜度與錘上鍛件一樣確定,當采用頂桿將鍛件頂出時。蘇州配套油缸缸底鍛造模鍛斜度可顯著地減小,但也不能完全沒有,否則頂桿受負荷過大。

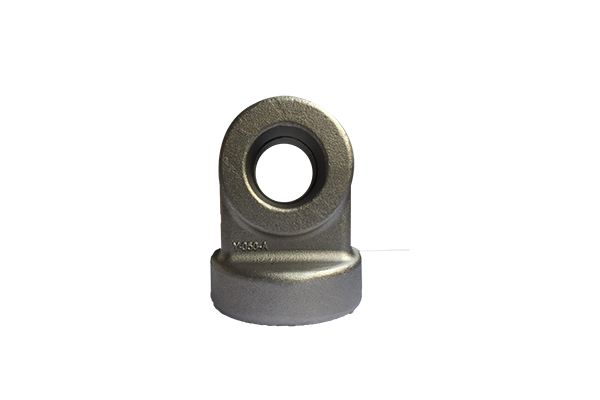
配套油缸缸底鍛造是機器中經常遇到的典型部件之一。它在機械中主要用于支承齒輪、帶輪、凸輪以及連桿等傳動件,以傳遞扭矩。按結構形式不同,軸可以分為階梯軸、錐度心軸、光軸、空心軸、曲軸、凸輪軸、偏心軸、很多絲杠等。蘇州配套油缸缸底鍛造它主要用來支承傳動部件,傳遞扭矩和承受載荷。軸類部件是旋轉體部件,其長度大于直徑,一般由同心軸的外圓柱面、圓錐面、內孔和螺紋及相應的端面所組成。根據結構形狀的不同,軸類部件可分為光軸、階梯軸、空心軸和曲軸等。推薦配套油缸缸底鍛造手工鍛造是用手鍛工具依靠人力打擊,在鐵砧上進行的,勞動強度大。




