

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號

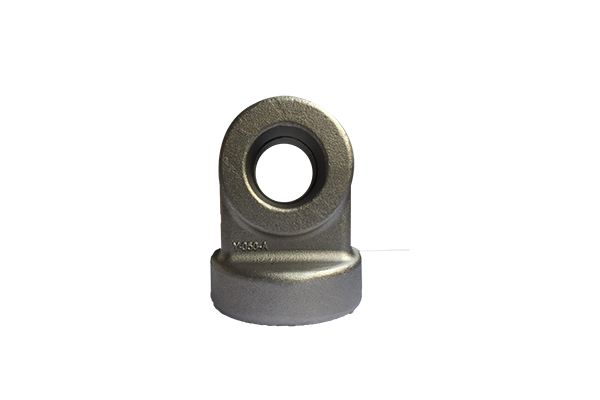
與鑄件比較,鍛件殼體具有相對均勻的結構,較好的密度,較好的強度完整性,較好的尺寸特性,和較小的尺寸誤差。鍛造定向構造在整個強度和應力方面都比鑄件具有更高的性能。推薦鍛造高強度:熱鍛造促進在結晶和晶粒細化,使得材料能夠達到盡可能大的強度和一致性,并且件與件之間的變異較小。顆粒流精密地沿著殼體輪廓流動,這些連續的流線有利于減少疲勞或常見故障的發生率。結構完整性:鍛造消除了內部缺陷,產生了連貫一致的金相組織,保證了優異的性能。在應力和晶體內腐蝕問題嚴重的地方,鍛件都能夠保證較長的使用壽命和無故障服務。可靠性:能夠滿足設計結構要求的鍛件性一直是鍛件重要的優點之一,在某種程度上位于上述特性之首;在尺寸和金相方面的一致性;閉模鍛造的尺寸一致性造成關鍵壁厚的完全控制,避免了鑄造工藝中鐵心移位造成的缺陷;通過優質無分離鋼錠和1千至3千噸壓力機的沖擊力保證了沒有內部缺陷的、一致的金相結構。

傳動軸萬向節故障主要是軸頸和軸承磨損及各軸頸出現彎曲變形,造成其十字軸各軸中心線不在同一平面上,或相鄰的兩軸中心線不垂直。鍛造由于萬向節十字軸軸頸和軸承磨損間隙過大,十字軸在運行中產生晃動,使傳動軸中心線偏離其旋轉中心線,使傳動軸產生振抖現象和運行中傳動軸發出異常響聲的現象。推薦鍛造磨損主要是缺少潤滑引起的。萬向節十字軸軸頸和軸承的磨損,從使用情況來看不應超過0.02~0.13mm,一般保持在0.01mm左右。如果超過0.13mm,就產生傳動軸振抖和發響的現象。如果十字軸軸頸磨損出槽,槽又很深應進行修理或更換。如果采用堆焊和鑲套修理,還要進行熱處理和磨削加工。加工后要求各軸頸的不圓度在0.01mm,錐度不能大(20mm長度上不能大于0.01mm)。要檢查相鄰兩軸線的垂直度,一定要保證垂直,加工修理后各軸頸的軸線應在同一平面內。

激光清洗技術是指利用高能激光束照射工件表面,使表面的污物、銹斑或涂層發生瞬間蒸發或剝離,高速有效地清除清潔對象表面附著物或表面涂層,從而達到潔凈的工藝過程。推薦鍛造它是基于激光與物質相互作用效應的一項新技術,清洗效率高,不使用任何化學溶劑,也不產生污染物,從而達到環保高效的要求。珠海鍛造激光清洗過程中,通過設置激光清洗參數控制金屬表面的能量密度。激光能量密度低、易控制,不會對金屬基體材料造成損傷。同時通過設置激光清洗參數對1~20μm厚的金屬氧化皮進行清洗,基本不會造成基體損傷。
模鍛件前一火次成型處理完成后,需要在切邊模上進行切邊處理,因為凸凹模間存在一定的間隙,切邊處理過程中會產生沿剪切方向立起的毛刺。鍛造在下一火次成型處理過程中,帶毛刺的模鍛件需要置于前一火次相同的型腔內。這一毛刺冷卻方法具有硬度高、 溫度低、速度快等特征,但模鍛件自身的強度較低、溫度較高且體積更大。在對擊上下模時,毛刺受到上模作用的影響會進入鍛件內部,且毛刺并不會被擠壓變小、變形。推薦鍛造在本體和毛刺的交接部位會產生折疊現象。熱校正過程中會產生與多火次成型相同的情況,折疊位置通常分布在分模面上,沿分模線環繞一周,并出現“裂紋“狀的形態。




