

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號

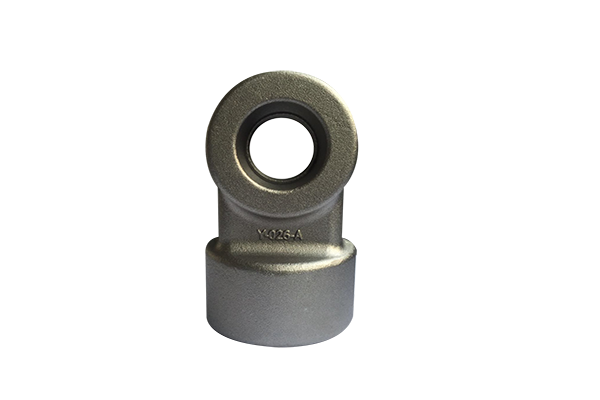
鍛造件相對而言,在模件和加工工藝均正常的情況下,經過鍛打的軸類鍛件,一般要比型材化學成分均勻,組織細致,晶粒度也高,因而在相同處理條件下,強韌性均會好些。天津鍛造件形成:鍛件是金屬被施加壓力,通過塑性變形塑造要求的形狀或壓縮力的物件。這種力量典型的通過使用鐵錘或壓力來實現。鍛件過程建造了顆粒結構,并改進了金屬的物理屬性。在部件的現實使用中,一個正確的設計能使顆粒流在主壓力的方向。供應鍛造件是鍛造行業中的產物,鍛件的一種類型。是金屬坯料施加外力,通過塑性變形塑造的要求變成適合的壓縮力的環形物件。
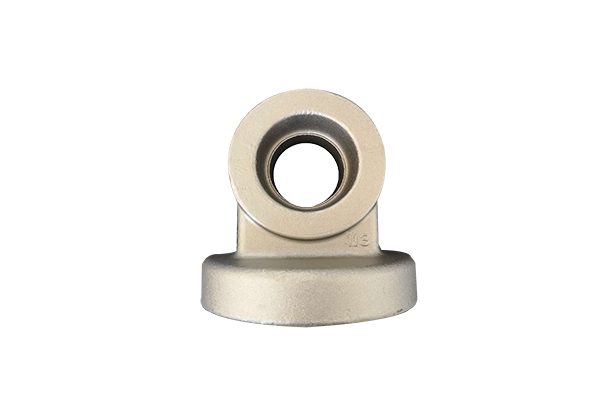
零件上某些不便模鍛成形的部位(如小孔和某些凹槽等),可以加上敷料,簡化鍛件形狀。鍛造件精鍛件的尺寸精度或表面質量達不到產品零件圖的要求處,需要進行機械加工,此時可根據加工方法預留加工。關于精密模鍛件的尺寸精度,目前,溫鍛件可達4級,熱鍛件可達5級左右。供應鍛造件精密模鍛件的表面粗糙度與下列因素有關:坯料的氧化程度(加熱時的氧化程度和加熱后的氧化皮清除情況).模膛的表面粗糙度.鍛模的使用情況(潤滑,冷卻和清潔等)和鍛件的冷卻條件等,精密模鍛件表面粗糙度,通常為R.12.5~ 1.6。不直度和不平度公差,通常由設計者與制造者協商制定普通模鍛時,不直度公差按鍛件的大尺寸計算,每亳米取+ 0. 003mm,不平度每毫米+ 0. 006mm。不直度和不平度公差總是正偏差值、精密模緞時,一般仍可采用上述公差,如果要求嚴格的公差,應采取相應的技術措施。
沖床是一種裝有程序操控系統的主動化機床,可用于各類金屬薄板零件加工,一次性主動完結多種雜亂孔型和淺拉伸成型,按要求主動加工不同尺度和孔距的不同形狀的孔。天津鍛造件沖床的設計原理是將圓周運動轉換為直線運動,由主電動機出力,帶動飛輪,經離合器帶動齒輪、曲軸(或偏疼齒輪)、連桿等工作,來達成滑塊的直線運動,從主電動機到連桿的運動為圓周運動。供應鍛造件沖床對待加工材料施以壓力,使其塑形變形,而得到所要求的形狀與精度,因而有必要合作一組模具(分上模與下模),將材料置于其間,由機器施加壓力,使其變形,加工時施加于材料之力所形成之反作用力,由沖床機械本體所吸收,從而使沖床動作并加工零件。

鍛造件是機器中經常遇到的典型部件之一。它在機械中主要用于支承齒輪、帶輪、凸輪以及連桿等傳動件,以傳遞扭矩。按結構形式不同,軸可以分為階梯軸、錐度心軸、光軸、空心軸、曲軸、凸輪軸、偏心軸、很多絲杠等。天津鍛造件它主要用來支承傳動部件,傳遞扭矩和承受載荷。軸類部件是旋轉體部件,其長度大于直徑,一般由同心軸的外圓柱面、圓錐面、內孔和螺紋及相應的端面所組成。根據結構形狀的不同,軸類部件可分為光軸、階梯軸、空心軸和曲軸等。供應鍛造件手工鍛造是用手鍛工具依靠人力打擊,在鐵砧上進行的,勞動強度大。




