

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號
模鍛件鍛造折疊這一現象的處理方法包括:提高模具的生產質量以及制造工藝水平,從而保證火完全成型,避免熱校正工序,也就是不在對模鍛件進行型腔二次處理。推薦傳動軸鍛造然而,在其生產制造過程中需要對工人操作、產品質量、生產率、成本、工藝和設備等環節進行綜合考慮,對于所有的終鍛型腔,均有可能使用到熱校正、預鍛和制坯等環節。傳動軸鍛造另一制造手段在于,在鍛件再次置入型腔前,需要將其模線附近的毛刺完全修磨掉,但是,這一處理技術的生產效率較低,且操作成本較高,會降低產品生產質量的穩定性,大大增加工人的工作量和工作強度。

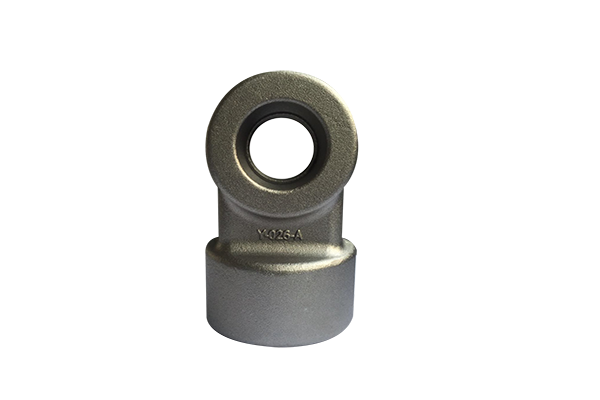
傳動軸萬向節故障主要是軸頸和軸承磨損及各軸頸出現彎曲變形,造成其十字軸各軸中心線不在同一平面上,或相鄰的兩軸中心線不垂直。傳動軸鍛造由于萬向節十字軸軸頸和軸承磨損間隙過大,十字軸在運行中產生晃動,使傳動軸中心線偏離其旋轉中心線,使傳動軸產生振抖現象和運行中傳動軸發出異常響聲的現象。推薦傳動軸鍛造磨損主要是缺少潤滑引起的。萬向節十字軸軸頸和軸承的磨損,從使用情況來看不應超過0.02~0.13mm,一般保持在0.01mm左右。如果超過0.13mm,就產生傳動軸振抖和發響的現象。如果十字軸軸頸磨損出槽,槽又很深應進行修理或更換。如果采用堆焊和鑲套修理,還要進行熱處理和磨削加工。加工后要求各軸頸的不圓度在0.01mm,錐度不能大(20mm長度上不能大于0.01mm)。要檢查相鄰兩軸線的垂直度,一定要保證垂直,加工修理后各軸頸的軸線應在同一平面內。

鍛壓件加工硬化是一種非常重要的強化工藝,可用來提高鍛壓件材料的強度和硬度,這對于那些不能用熱處理方法強化的合金鍛件尤為重要。綿陽傳動軸鍛造比如,冷軋鋼板比熱容軋鋼板的強度、硬度要高。加工硬化有利于鍛件塑性變形加工的變形均勻性。推薦傳動軸鍛造因為鍛壓件先變形部分得到強化時,繼續的變形將主要在末變形部分中發展,從而使材料能夠均勻變形,如金屬絲的拉拔、筒形鍛件的拉深等。硬化可保證金屬零件和構件的工作安全性。例如,零件在工作中一旦出現超載等原因,零件某部位所受應力大于其屈服點產生少量塑性變形,則因加工硬化使該部位屈服點提高,有可能制止該處進一步變形和斷裂。加工硬化雖然能夠提高強度,但卻降低塑性,這對于大變形量的變形加工無疑會帶來麻煩,如鋼絲變徑的拉拔。
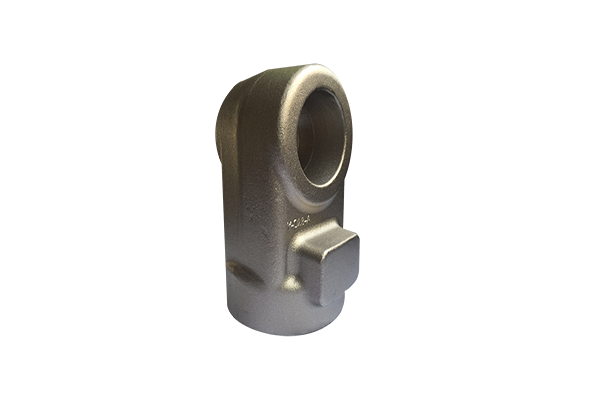
合理選用材料和規定熱處理的技術要求,對提高軸類零件的強度和使用壽命有重要意義,同時,對軸的加工過程有很大的影響。傳動軸鍛造一般軸類零件常用45鋼,根據不同的工作條件采用不同的熱處理規范(如正火、調質、淬火等),以獲得一定的強度、韌性和耐磨性。對中等精度而轉速較高的軸類零件,可選用40Cr等合金鋼。這類鋼經調質和表面淬火處理后,具有較高的綜合力學件能。綿陽傳動軸鍛造精度較高的軸,有時還用軸承鋼GCrls和彈簧鋼65Mn等材料,它們通過調質和表面淬火處理后,具有更高耐磨性和耐疲勞性能。對于高轉速、重載荷等條件下工作的軸,可選用20CrMnTi、20MnZB、20Cr等低碳含金鋼或38CrMoAIA氮化鋼。低碳合金鋼經滲碳淬火處理后,具有很高的表面硬度、抗沖擊韌性和心部強度,熱處理變形卻很小。




