

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號

桿頭吊耳鍛造碾環機的出現,是對環形鍛件的重要變革,對于環形鍛件的發展是崛起市的發展,碾環機,接機架的形式與環形件所處位置,碾環機分為立式與臥式兩種。德陽桿頭吊耳鍛造多數中小型碾環機,為了操作的方便,采用傾斜立式,而大型碾環機從工作平移,傳動方便出發,多采用臥式。供應桿頭吊耳鍛造按工藝方式,碾環機分為:閉式與開式碾環機。閉式碾環機,將加熱并沖有小孔的坯料2套在芯輥3上,靠碾壓輥1的內緣帶動坯料旋轉,實現坯料厚度的減薄與直徑的擴大。這種工藝方式結構等的限制,已較少采用。

氧化:金屬坯料在加熱時與爐中氧化性氣體反應生成氧化物的現象稱為氧化。氧化皮的產生,不僅能造成金屬的燒損,也能降低鍛件表面質量和尺寸精度。供應桿頭吊耳鍛造當氧化皮壓入鍛件內深度超過機械加工余量時,能導致鍛件報廢。脫碳:加熱時金屬坯料表層的碳與氧等介質發生化學反應造成表層碳元素降低的現象稱為脫碳。脫碳會使表層硬度下降,耐磨性降低。桿頭吊耳鍛造如脫碳層厚度小于機械加工余量,不會對鍛件造成危害;反之則影響鍛件質量。采用快速加熱、在坯料表層涂保護涂料、在中性介質或還原性介性中加熱都能減緩脫碳。過熱:金屬坯料由加熱溫度過高或高溫下保溫時間太長引起晶粒粗大的現象稱為過熱。過熱會使坯料塑性下降,鍛件的力學性能降低。為此,要嚴格控制加熱溫度,盡可能縮短高溫階段的保溫時間來預防過熱的產生。
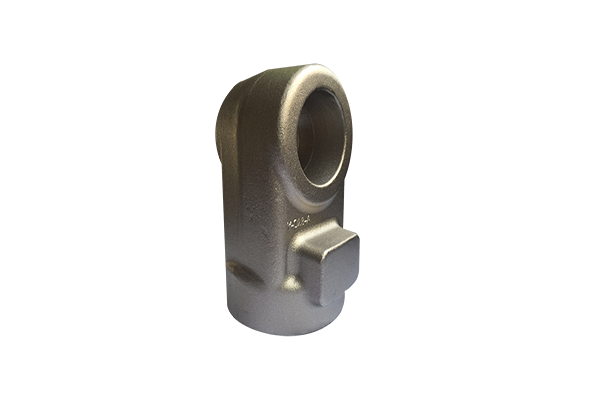
桿頭吊耳鍛造是金屬被施加壓力,通過塑性變形塑造要求的形狀或壓縮力的物件。這種力量典型的通過使用鐵錘或壓力來實現。鍛件過程建造了顆粒結構,并改進了金屬的物理屬性。在部件的現實使用中,一個正確的設計能使顆粒流在主壓力的方向。鍛件需要每片都是一樣的,沒有多孔性、多余空間、內含物或其他的瑕疵。德陽桿頭吊耳鍛造加工需要每片都是一樣的,沒有多孔性、多余空間、內含物或其他的瑕疵。這種方法生產的元件,強度與重量比有一個高的比率。這些元件通常被用在飛機結構中。

萬向聯軸器兩端原則上均可作為主動或從動,安裝時應符合傳動系統的設計規定,并應盡量使花鍵副遠離振動源或沖擊源。對于可伸縮帶花鍵副的萬向聯軸器,安裝時應檢查花鍵軸與花鍵套箭頭標記是否對正,以保證兩端叉頭軸承孔軸線的相位差不超過1°。供應桿頭吊耳鍛造安裝前需清洗油漬,并干燥法蘭表面,對法蘭聯接螺栓必須用扭力扳手。按規定的預緊力矩擰緊,其螺栓與螺母的機械性能等級分別為10.9和10級。德陽桿頭吊耳鍛造緊固螺栓前,須將螺紋部分用清洗劑清洗,并涂少許242膠,按交錯方式進行緊固(但不允許用低硬度墊圈)。安裝好的萬向聯軸器帶負荷運轉一個班后,應檢查法蘭聯接螺栓是否松動,并按規定的預緊力矩再次擰緊,如此重復幾個班后,直到螺栓不再松動。應避免萬向聯軸器長期超載使用和操作事故的發生,否則將降低使用壽命。




