

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號

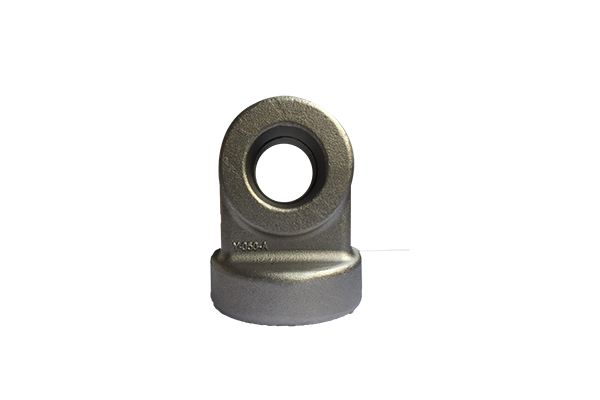
耐磨性:坯料在模具型腔中塑性變性時,沿型腔表面既流動又滑動,使型腔表面與坯料間產生劇烈的摩擦,從而導致模具因磨損而失效,所以材料的耐磨性是模具基本、重要的性能之一。桿頭吊耳鍛造硬度是影響耐磨性的主要因素。一般情況下,模具零件的硬度越高,磨損量越小,耐磨性也越好。另外,耐磨性還與材料中碳化物的種類、數量、形態、大小及分布有關。供應桿頭吊耳鍛造強韌性:模具的工作條件大多十分惡劣,有些常承受較大的沖擊負荷,從而導致脆性斷裂。為防止模具零件在工作時突然脆斷,模具要具有較高的強度和韌性。模具的韌性主要取決于材料的含碳量、晶粒度及組織狀態。疲勞斷裂性能:模具工作過程中,在循環應力的長期作用下,往往導致疲勞斷裂。其形式有小能量多次沖擊疲勞斷裂、拉伸疲勞斷裂接觸疲勞斷裂及彎曲疲勞斷裂。模具的疲勞斷裂性能主要取決于其強度、韌性、硬度、以及材料中夾雜物的含量。

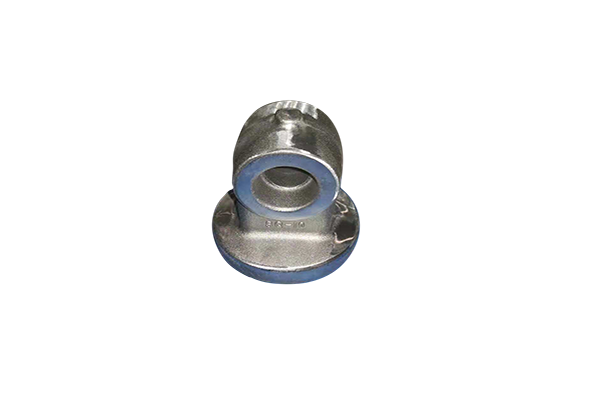
SWC型、SWP型十字軸式萬向聯軸器的主要特點為:具有較大的角度補償能力,軸線折角,SWC型軸線折角可達15度~25度,SWP型可達10度左右。結構緊湊合理。供應桿頭吊耳鍛造SWC型采用整體式叉頭,使運載具有可靠性。承載能力大。甘肅桿頭吊耳鍛造與回轉直徑相同的其它型式的聯軸相比較,其所傳遞的扭矩變大,此對回轉直徑受限制的機械設備,其配套范圍具有優越性。傳動效率高。其傳動效率達98-99.8%,用于大功率傳動,節能效果明顯。運載平穩,噪聲低,裝拆維護方便。
應使鑄件全部或大部分位于同一砂型內,或使主要加工面與加工的基準面處于同一砂型中,以防錯型,保證鑄件尺寸精度,便于造型和合型操作。桿頭吊耳鍛造若鑄件的加工面很多,又不可能都與基準面放在分型面的同一側時,則應使加工基準面與大部分加工面處在分型面的同一側。應盡量減少分型面的數量,盡量只有一個分型面。這樣可簡化操作過程,提高鑄件精度 (因多一個分型面,鑄型就增加一些誤差)。甘肅桿頭吊耳鍛造應盡量使型腔和主要型芯處于下型,以便于造型,下芯,合型及檢驗型腔尺寸。但下型的型腔也不宜過深,并力求避免使用吊芯和大的吊砂。應盡量選用平直面作分型面,少用曲面,以簡化制模和造型工藝。應盡量減少型芯和活塊的數量,以簡化制模、造型、合型等工序。
鑄件的特點是容易獲得其他方法不易獲得的形狀復雜的工件;鑄件成本低;可以采用特殊工藝獲得精密鑄件,其表面不經加工即有理想的光潔度;鑄件成形簡單,比鍛造價格便宜;但鑄件內容易出現缺陷及非致密區,在強腐蝕及高壓場合國內的技術一般不能保證鑄件的質量。桿頭吊耳鍛造鑄件內部的一些缺點是,凝固過程中,在不均勻收縮造成的應力集中和接近熔點溫度下金屬的低強度的綜合作用下,出現的清晰裂縫和熱撕裂。較低的鑄造溫度會形成冷疤,熔化金屬出現的沙粒或爐渣的累積會導致污點。供應桿頭吊耳鍛造較低級別的鑄造作業也可能造成其它缺陷。鑄件的改進要滿足質量的要求就要靠缺陷部位的磨削,焊補,熱處理和重復測試和檢驗。即使在這種情祝下可能會顯示需要通過重焊和機加工的細線裂縫。

高密度鐵基鍛件的方法,按照順序包括如下步驟: 制備含鐵基金屬粉末和石墨粉末的鐵基粉末混合物。桿頭吊耳鍛造 對該鐵基粉末混合物進行預成形壓制,以形成預成形坯;另外,錘打鍛件可以增加抗沖擊能力,即提沖擊功 Ak值,而且在每分鐘錘擊次數達到數值時,橫向和縱向ak值為接近。供應桿頭吊耳鍛造錘打鍛件之所以性能較高,主要是錘打過程中,基體里面缺陷組織和大組織會大部(或部分)被打碎重組,因而使整體材料成分均勻,組織和晶粒細致,強韌指標同時得到升。甘肅桿頭吊耳鍛造顯而易見,這主要是說錘打鍛件和熱軋型材性能的比較,如果是水壓機或機靜壓成型模鍛件,其性能應處在上述二者之間。




