

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號
表面裂紋多發生在軋制棒材和鍛制棒材上,一般呈直線形狀,和軋制或鍛造的主變形方向一致。中間軸銷鍛造造成這種缺陷的原因很多,例如鋼錠內的皮下氣泡在軋制時一面沿變形方向伸長,一面暴露到表面上和向內部深處發展。又如在軋制時,坯料的表面如被劃傷,冷卻時將造成應力集中,從而可能沿劃痕開裂等等。紹興中間軸銷鍛造這種裂紋若在鍛造前不去掉,鍛造時便可能擴展引起鍛件裂紋。折疊形成的原因是當金屬坯料在軋制過程中,由于軋輥上的型槽定徑不正確,或因型槽磨損面產生的毛刺在軋制時被卷入,形成和材料表面成一定傾角的折縫。對鋼材,折縫內有氧化鐵夾雜,四周有脫碳。折疊若在鍛造前不去掉,可能引起鍛件折疊或開裂。

高密度鐵基鍛件的方法,按照順序包括如下步驟: 制備含鐵基金屬粉末和石墨粉末的鐵基粉末混合物。中間軸銷鍛造 對該鐵基粉末混合物進行預成形壓制,以形成預成形坯;另外,錘打鍛件可以增加抗沖擊能力,即提沖擊功 Ak值,而且在每分鐘錘擊次數達到數值時,橫向和縱向ak值為接近。供應中間軸銷鍛造錘打鍛件之所以性能較高,主要是錘打過程中,基體里面缺陷組織和大組織會大部(或部分)被打碎重組,因而使整體材料成分均勻,組織和晶粒細致,強韌指標同時得到升。紹興中間軸銷鍛造顯而易見,這主要是說錘打鍛件和熱軋型材性能的比較,如果是水壓機或機靜壓成型模鍛件,其性能應處在上述二者之間。

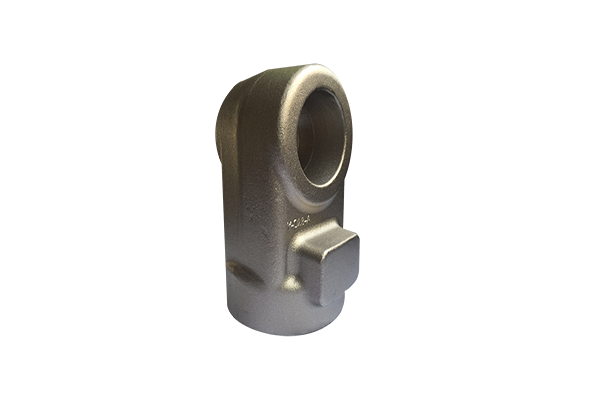
中間軸銷鍛造是金屬被施加壓力,通過塑性變形塑造要求的形狀或壓縮力的物件。這種力量典型的通過使用鐵錘或壓力來實現。鍛件過程建造了顆粒結構,并改進了金屬的物理屬性。在部件的現實使用中,一個正確的設計能使顆粒流在主壓力的方向。鍛件需要每片都是一樣的,沒有多孔性、多余空間、內含物或其他的瑕疵。紹興中間軸銷鍛造加工需要每片都是一樣的,沒有多孔性、多余空間、內含物或其他的瑕疵。這種方法生產的元件,強度與重量比有一個高的比率。這些元件通常被用在飛機結構中。

幾何形狀與尺寸:一般鍛件外形尺寸用鋼尺、卡鉗、樣板等量具進行檢測;形狀復雜的模鍛件可用劃線方法進行準確檢測。供應中間軸銷鍛造表面質量:鍛件表面上若有裂紋、壓傷、折疊缺陷,一般用肉眼即可發現。有時裂紋很小,折疊處不知深淺時,可在清鏟后再觀察;必要時可用探傷法檢查。紹興中間軸銷鍛造內部組織:鍛件內部是否有裂紋,夾雜、疏松等缺陷,可用肉眼或用10~30倍放大鏡檢查鍛壓斷面上宏觀組織。生產中常用的方法是酸蝕檢驗,即在鍛件需要檢查的部位切取試樣,用酸液浸蝕即可清晰地顯示斷面上宏觀組織的缺陷的情況,如鍛造流線分布、裂紋和夾雜物等。

單個普通十字軸萬向節是一種不等速萬向節,其特點是當主動軸與從動軸之間有夾角時,不能進行等速傳遞,使主、從動軸的角速度周期性地不相等,而合理采用雙十字軸萬向節傳動的設計方案可以實現等速傳遞。主、從動軸的角速度在兩軸之間的夾角變動時仍然相等的萬向節,稱為等角速度萬向節或等速萬向節。中間軸銷鍛造準等速萬向節是一種近似等速萬向節,可以通過分度機構等部件實現主、從動軸之間的近似等速傳遞。供應中間軸銷鍛造 普通十字軸式萬向節一般由兩個萬向節叉及與它們相連的十字軸、滾針軸承及其軸向定位件和油封等組成。十字軸軸頸通過與滾針軸承配合安裝在萬向節叉的孔中。為了防止滾針軸承軸向竄動,在進行結構方案設計時,要采取軸承軸向定位措施。目前,常見的滾針軸承軸向定位方式有蓋板式、卡環式、塑料環定位式和瓦蓋固定式等。




