

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號

十字軸滾針軸承碗掉底主要是因為:U型螺栓擰得過緊,超過了規定扭矩;U型螺栓擰緊 操作方法不當(絕不能先把U型螺栓的一頭螺母擰緊后,再擰另一頭螺母)使U型螺栓與十字 軸軸承碗接觸面接觸不良,局部受力碎裂。軸承座鍛造叉型凸緣半圓孔處有一個十字軸軸向定位小凸臺,在維護修理十字軸時,若將軸承碗底槽誤認為限制軸承碗轉動的定位槽,而把叉上定位凸臺卡在軸承碗的底槽中,將會引起十字軸軸向間隙變大3min(正常配合只允許0.20min以內)。推薦軸承座鍛造因此十字軸軸向竄動量變大,并受離心力的沖擊,使傳動軸總成失去動平衡,產生振動,軸承鋼碗也容易損壞,另外滾針軸承掉針漏裝、發卡等,也會使之早期損壞。
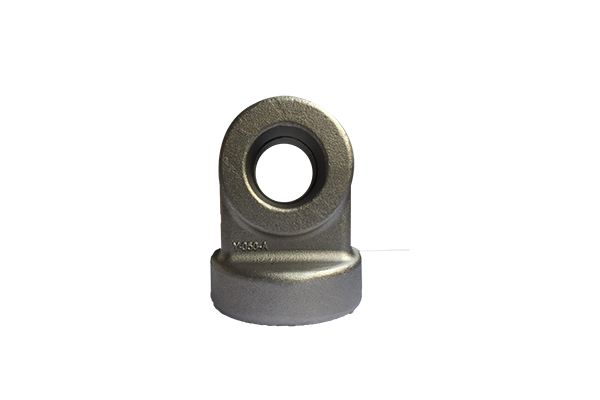
軸承座鍛造是金屬被施加壓力,通過塑性變形塑造要求的形狀或壓縮力的物件。這種力量典型的通過使用鐵錘或壓力來實現。鍛件過程建造了顆粒結構,并改進了金屬的物理屬性。在部件的現實使用中,一個正確的設計能使顆粒流在主壓力的方向。鍛件需要每片都是一樣的,沒有多孔性、多余空間、內含物或其他的瑕疵。上海軸承座鍛造加工需要每片都是一樣的,沒有多孔性、多余空間、內含物或其他的瑕疵。這種方法生產的元件,強度與重量比有一個高的比率。這些元件通常被用在飛機結構中。

軸承座鍛造碾環機的出現,是對環形鍛件的重要變革,對于環形鍛件的發展是崛起市的發展,碾環機,接機架的形式與環形件所處位置,碾環機分為立式與臥式兩種。上海軸承座鍛造多數中小型碾環機,為了操作的方便,采用傾斜立式,而大型碾環機從工作平移,傳動方便出發,多采用臥式。推薦軸承座鍛造按工藝方式,碾環機分為:閉式與開式碾環機。閉式碾環機,將加熱并沖有小孔的坯料2套在芯輥3上,靠碾壓輥1的內緣帶動坯料旋轉,實現坯料厚度的減薄與直徑的擴大。這種工藝方式結構等的限制,已較少采用。

高密度鐵基鍛件的方法,按照順序包括如下步驟: 制備含鐵基金屬粉末和石墨粉末的鐵基粉末混合物。軸承座鍛造 對該鐵基粉末混合物進行預成形壓制,以形成預成形坯;另外,錘打鍛件可以增加抗沖擊能力,即提沖擊功 Ak值,而且在每分鐘錘擊次數達到數值時,橫向和縱向ak值為接近。推薦軸承座鍛造錘打鍛件之所以性能較高,主要是錘打過程中,基體里面缺陷組織和大組織會大部(或部分)被打碎重組,因而使整體材料成分均勻,組織和晶粒細致,強韌指標同時得到升。上海軸承座鍛造顯而易見,這主要是說錘打鍛件和熱軋型材性能的比較,如果是水壓機或機靜壓成型模鍛件,其性能應處在上述二者之間。




