

聯系人:王震偉
聯系電話:13815109015
座機: 0510-85539268
網址:www.yuexiaojun.com
地址:無錫市龍延村西溪路25號

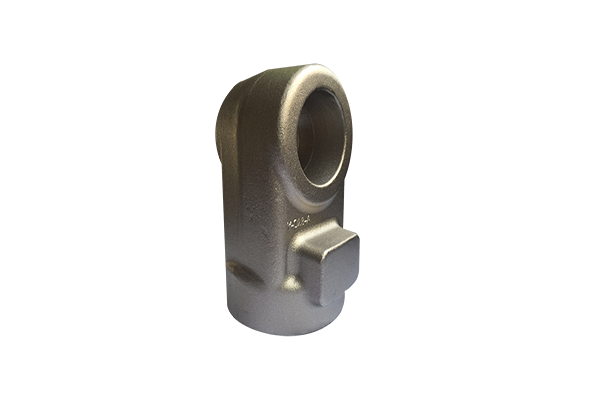
配套油缸缸底鍛造在懸鏈上移動時溫度下降到 300~400℃,在此溫度下自動裝入機組的正火爐,在爐內加熱到 950℃,且在此溫度下保溫至均勻。加熱和保溫共 2h。保溫完畢后正火爐的拉出機將鉤轉送到冷卻室。冷卻后,再轉送到回火爐。加熱至 660℃,并在此溫度下回火 3~3。5h。而后回火爐的拉出機拉出曲軸,再掛到懸鏈上,位置時轉送到拋丸室懸鏈上送去拋丸。所謂利用模鍛件部分余熱處理,是待環形鍛件冷卻到 Ar1 轉變點以下的溫度(500℃左右),奧氏體已發生轉變。湖州配套油缸缸底鍛造隨將環形鍛件入爐加熱到 AC3以上溫度進行正火(或正火加高溫回火)、調質和等溫退火的熱處理方法。
模鍛件鍛造折疊這一現象的處理方法包括:提高模具的生產質量以及制造工藝水平,從而保證火完全成型,避免熱校正工序,也就是不在對模鍛件進行型腔二次處理。推薦配套油缸缸底鍛造然而,在其生產制造過程中需要對工人操作、產品質量、生產率、成本、工藝和設備等環節進行綜合考慮,對于所有的終鍛型腔,均有可能使用到熱校正、預鍛和制坯等環節。配套油缸缸底鍛造另一制造手段在于,在鍛件再次置入型腔前,需要將其模線附近的毛刺完全修磨掉,但是,這一處理技術的生產效率較低,且操作成本較高,會降低產品生產質量的穩定性,大大增加工人的工作量和工作強度。

曲軸鍛壓機用模鍛件圖:曲軸鍛壓機用模鍛件圖與制訂錘上模鍛件圖的規則基本相同,但有以下三條特殊考慮因素:(1)鍛壓機具有頂桿裝置,配套油缸缸底鍛造就可以立著鍛造帶長桿的鍛件(即桿的軸線與滑塊運動方向一樣),以減少在分模面上模鍛件的周界,并減少毛邊金屬的消耗;(2)鍛壓機上模鍛的鍛件,它的余量的平均尺寸比錘上小30~50%,具體數字可查有關手冊定;(3)如靠手鉗將鍛件從模槽中取出的話,模鍛斜度與錘上鍛件一樣確定,當采用頂桿將鍛件頂出時。湖州配套油缸缸底鍛造模鍛斜度可顯著地減小,但也不能完全沒有,否則頂桿受負荷過大。
SWC型、SWP型十字軸式萬向聯軸器的主要特點為:具有較大的角度補償能力,軸線折角,SWC型軸線折角可達15度~25度,SWP型可達10度左右。結構緊湊合理。推薦配套油缸缸底鍛造SWC型采用整體式叉頭,使運載具有可靠性。承載能力大。湖州配套油缸缸底鍛造與回轉直徑相同的其它型式的聯軸相比較,其所傳遞的扭矩變大,此對回轉直徑受限制的機械設備,其配套范圍具有優越性。傳動效率高。其傳動效率達98-99.8%,用于大功率傳動,節能效果明顯。運載平穩,噪聲低,裝拆維護方便。




